 Каталог
Каталог Информация
Информация
 Поиск
Поиск

Как выбрать электропаяльное оборудование
Умение паять — полезный навык. Можно самостоятельно отремонтировать электрические устройства, при желании — создавать собственные. Научиться этому не так уж и сложно. В этом материале мы расскажем обо всех тонкостях пайки.Как правильно паять: руководство для начинающих
Умение паять — полезный навык. Можно самостоятельно отремонтировать электрические устройства, при желании — создавать собственные. Научиться этому не так уж и сложно. В этом материале мы расскажем обо всех тонкостях пайки.
- Пайка
- Припой
- Флюс
- Лужение
- Инструменты для пайки
- Выпаивание деталей, удаление припоя
- Где используют пайку
Пайка
Паять чаще всего приходится при работе с проводами и электрическими устройствами. Собственно, на это мы и сделаем основной акцент. Однако навык пайки пригодится и в других областях. Например, при изготовлении поделок из жести, проволоки и других материалов. Главное — понять и освоить основные принципы.
При пайке металлических изделий между ними вводится расплавленный припой. После остывания он создает прочное соединение. В отличие от сварки, при пайке плавится только соединяющий металлы припой.
Начнем с алгоритма — а затем подробно разберем каждый шаг.
1. Разогрев паяльника до рабочей температуры
2. Разогрев спаиваемых металлов (паяльником или на специальных подставках)
3. Нанесение флюса на спаиваемые поверхности металла
4. Нанесение припоя на жало паяльника
5. Лужение спаиваемых поверхностей
6. Нанесение припоя на жало паяльника
7. Пайка — перенос припоя с жала паяльника на спаиваемые поверхности.
8. Остывание спаянных поверхностей
9. Смывка остатков флюса со спаянных поверхностей (по необходимости)
Если спаиваемые поверхности весят немного, можно совместить по времени шаги 2 и 5.
Припой
Припой — это специальный металлический сплав. Он в жидком виде проникает между поверхностями спаиваемых металлов. После остывания припой создает прочные соединения — механическое и электрическое.
Обычно это сплав олова и свинца. Разное их соотношение влияет на температуру плавления припоя. Выпускаются как низкотемпературные, так и высокотемпературные припои.
В электротехнике наибольшей популярностью пользуется припой ПОС 60 — припой оловянно-свинцовый с содержанием 60% олова. Для удобства он выпускается в виде трубочки, заполненной флюсом.
Диаметр припоя напрямую связан с размерами используемого жала паяльника — чем больше жало, тем более толстая нужна трубка с припоем.
Расплавленный припой обладает важными физическими свойствами — поверхностным натяжением и текучестью. Поверхностное натяжение помогает припою прилипнуть к жалу паяльника, а текучесть — стечь на место пайки. Наблюдается и обратная картина: припой с места пайки может перетечь на жало паяльника, если на нем гораздо меньше припоя. Происходит равномерное распределение расплавленного припоя между ними.
Именно поэтому на поднесенное сверху жало паяльника прилипает капелька припоя — казалось бы, вопреки закону притяжения. Она уверенно держится на жале паяльника и стекает к месту пайки только при прямом прикосновении с ним.
Главное, чтобы жало паяльника и место пайки были очищены флюсом от окислов. А также — залужены тонким слоем припоя.
Флюс
Основное назначение флюса — удаление оксидной пленки с поверхности спаиваемых металлов. Флюс также снижает поверхностное натяжение жидкого припоя, улучшая растекание по спаиваемым поверхностям. Это повышает прочность соединения.
Наиболее распространенный флюс — канифоль. Канифоль отлично растворяется в спирте. Продается и в жидком состоянии.
Смесь канифоли со стеарином или техническим вазелином по консистенции напоминает густую мазь. Отсюда ее название — паяльный жир.
Существуют флюсы на основе синтетических смол, а также органические флюсы на основе органических кислот и растворителей.
Флюсы подразделяются на:
нейтральные;
активные;
высокоактивные.
Хотя канифоль на 75-95% состоит из смоляных кислот, она относится к нейтральным флюсам. Ее кислоты удаляют оксидную пленку только при повышении температуры. При остывании остатки неиспользованной канифоли возвращаются в первоначальное аморфное состояние. Они безвредны для паяного соединения. Поэтому остатки нейтральных флюсов на канифольной основе можно не смывать.
Добавки сильных активаторов превращают нейтральные флюсы в активные и высокоактивные. Они быстро удаляют застаревшую оксидную пленку на металле. Но после при работе с ними важно удалять остатки флюса — со временем они могут разрушить паяное соединение.
Лужение
Лужение — это удаление оксидной пленки с поверхности спаиваемых металлов и покрытие их тонким слоем расплавленного припоя. Под воздействием флюса оксидная пленка на поверхности металла замещается молекулами расплавленного припоя.
Возникает прочная связь припоя и металла на молекулярном уровне. Она препятствует образованию новой оксидной пленки. При пайке же молекулы наносимого припоя надежно соединяются со своими «родными» молекулами на луженой поверхности.
Вот пример лужения провода с застаревшей оксидной пленкой различными флюсами.
Для лужения провода с нейтральным флюсом необходимо тщательно очистить провод. При использовании активного флюса такая очистка уже не требуется. Зачищенный провод горячим паяльником окунаем в канифоль, на неочищенный — наносим активный паяльный жир. Результат лужения практически одинаков.
Инструменты для пайки
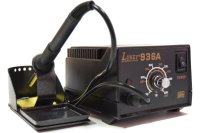
Основной инструмент при пайке — паяльник. Он нужен для нагрева спаиваемых металлов и переноса на них расплавленного припоя. Большая часть паяльников — электрическая.
Для работы с микросхемами подойдет паяльник мощностью 10-20 Вт. Для пайки более крупных радиодеталей и тонких проводов достаточно мощности паяльника в 30-40 Вт. Для пайки толстых проводов и крупных деталей нужен паяльник мощностью от 60 Вт. Более подробный гайд по выбору можно найти здесь.
Чем больше припоя на жале паяльника, тем больше его стечет на место пайки. Количество припоя, захватываемое жалом паяльника, зависит от площади его кончика. Отсюда такое разнообразие форм и размеров жала паяльника. Для пайки толстых проводов отлично подходит широкое жало, а для небольших контактов на печатной плате — жало с тонким заостренным кончиком.
Существуют и газовые паяльники. Нагреваются они за счет сгорания газа, а заправляются от бытового газового баллончика. Такие модели компактны и универсальны. С конусной насадкой — это обычный паяльник, без наконечника — небольшой паяльный фен с температурой пламени до 400 °C.
Подставка под паяльник сохранит рабочий стол от капель расплавленного припоя. В случае серьезного увлечения радиотехникой стоит приобрести паяльную станцию. Зачем она может пригодиться, можно узнать из нашего видео.
Держатель для плат надежно фиксирует плату при пайке мелких деталей. С ним также удобно паять провода. Подставки под паяльники часто комплектуются губкой для очистки жала паяльника от нагара. Стрипперы, ножи монтерские и ножи канцелярские понадобятся для зачистки проводов от изоляции.
Для разрезания проводов и удаления с печатных плат излишне длинных ножек радиодеталей обычно применяются бокорезы. Профессиональные монтажники для очистки проводов от изоляции используют стрипперы. В домашних условиях их вполне заменят монтерские и канцелярские ножи.
Выпаивание деталей, удаление припоя
При ремонте техники часто приходится удалять негодный компонент. Затем надо зачистить контактную площадку для пайки новой детали.
С этой задачей справляется оловоотсос. Этот инструмент используют при демонтаже деталей с печатных плат. Чтобы привести его в рабочее положение, надо нажать на шток поршня.
Многим нравится лента для удаления припоя — она сплетена из тонкой медной проволоки и пропитана флюсом. Лента прикладывается к очищаемому от припоя месту и прогревается паяльником. Оплетка работает как насос, вбирая текучий припой и очищая контактную площадку.
Где используют пайку
Пайка проводов Возьмем самую банальную ситуацию — необходимо соединить оборванный провод. Перед пайкой концы проводов очищаем от изоляции и наносим на них флюс. Тут все зависит от выбранного флюса: наносим его кисточкой, заостренной палочкой или окунанием в расплавленную канифоль. Наносим на жало паяльника немного припоя. Движением жала по подготовленным концам провода переносим на них припой с паяльника — залуживаем их. Применяют два варианта пайки: внахлест и скруткой концов провода. В первом варианте провода надо приложить друг к другу с небольшим перекрытием по длине. Затем переносим на них припой с жала паяльника. Движением жала вдоль проводов равномерно распределяем нанесенный припой. Во втором варианте концы проводов предварительно скручиваются. После этого надо нанести на них припой.В большинстве случаев применяется первый вариант пайки. Но если место спайки будет подвергаться механическим нагрузкам, лучше использовать скрутку. Места паек изолируем: тут нужна изолента или предварительно надетая на провода термоусадочная трубка.
Удлинение монтажных выводов С паяльником можно без труда удлинить «родные» монтажные выводы импульсного преобразователя напряжения. Существует два способа это сделать: пайка удлинительных проводов к старым монтажным выводам; пайка удлинительных проводов непосредственно на плату. Зачищаем от изоляции концы удлинительного провода, залуживаем их — покрываем флюсом и наносим тонкий слой припоя. Первый способ: к монтажным проводам внахлест припаиваем удлинительные провода. Предварительно надетыми термоусадочными трубками надежно изолируем места паек. Второй способ: паяльником расплавляем припой на контактных площадках. Удаляем монтажные провода. На их место припаиваем удлинительные провода.